Reduced Waste
All solvents possess a specific temperature threshold; exceeding this temperature induces thermal decomposition, rendering them ineffective. The maximum contaminant concentration achievable via atmospheric distillation is constrained by the boiling point of the contaminant-solvent mixture, which must be reached without initiating solvent degradation. For example, trichloroethylene exhibits a critical temperature near 220°F.
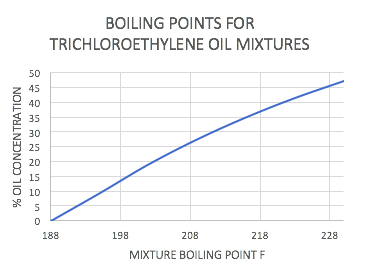
The phase diagram illustrates the boiling points of trichloroethylene across varying oil concentrations. Manufacturers of open-top vapor degreasers recommend distillation until approximately 35% oil concentration, corresponding to a temperature of approximately 217°F. Implementing vacuum distillation effectively lowers the operating pressure, thereby elevating contaminant concentrations typically between 70% and 95% oil content.
This approach offers significant economic advantages: higher solvent recovery reduces procurement costs and diminishes waste disposal requirements. Such efficiency gains are particularly beneficial when using specialty solvents. All our Vacuum Processing Solvent Systems are equipped with integrated vacuum distillation units.